
SKS-ABRICHTWERKZEUGE
Schlüssel zur Präzision für Schleifmittel in Bestform
Schleifscheiben und Schleifkörper verlieren im Laufe ihres Einsatzes an Schneidfreudigkeit und Profilgenauigkeit. Das Abrichten beseitigt diese Verschleißeffekte und hält Schleifmittel z. B. mit Schärfen und Profilieren in Bestform.
Bei diesem auch Konditionierung genannten Prozess kommen sowohl Einkorn- als auch Vielkornabrichter sowie Abrichtplatten zum Einsatz, die mit natürlichen oder synthetischen Diamantkörnern und -nadeln versehen sind. Das SKS-Programm feststehender und rotierender Abrichtwerkzeuge lässt keine Wünsche zur Optimierung von Schleifprozessen offen; nicht zuletzt, weil wir es jederzeit um individuelle Abricht-Lösungen erweitern können, um den besonderen Anforderungen unserer Kunden Rechnung zu tragen.
HARTE FAKTEN
Wichtiges Wissen für die beste Wahl
Naturdiamanten, PKD, MKD, CVD: Die Auswahl an Abrichtmedien ist groß und die richtige Wahl treffen, mag da manchmal schwer fallen. Um es Ihnen einfacher zu machen, haben wir für Sie einige harte Fakten zusammengefasst, die einen profunden Einblick in die Welt natürlicher und künstlicher Diamanten sowie ihre Bedeutung für das Abrichten geben.
DIAMANT-ABRICHTWERKZEUGE
- Abrichtprozess
- Abrichtwerkzeuge
- Einkornabrichter
- Vielkornabrichter
- Abrichtplatten
- Profildiamanten
- Anwendungshinweise
- Kenngrößen
NATURDIAMANTEN
- Eigenschaften
- Entstehung
- Vorkommen
- Physikalische Eigenschaften
- Kristallographie
- Kristallformen
SYNTHETISCHE DIAMANTEN
- Allgemeines
- MKD - Monokristalline Diamanten
- CVD - Chemical Vapor Deposition
- PKD - Polykristalline Diamanten
Abrichtprozess
Der Abrichtprozess (Konditionierungsprozess) lässt sich in folgende wesentliche Funktionen unterteilen:
1. Rundlauf:
Nach der Erstmontage der Schleifscheibe auf der Maschine sorgt das Abrichten für den perfekten Rundlauf der Scheibe.
2. Profilieren:
Hierbei wird das Schleifscheibenprofil, welches durch das Schleifen unregelmäßig geworden ist, wieder hergestellt.
3. Schärfen:
Es werden abgestumpfte und verschlissene Schleifkörner aus dem Bindungsverband der Schleifscheibe herausgebrochen. Hierdurch werden neue, scharfe Schleifkörner freigesetzt.
4. Wirkrautiefe:
Die Oberflächenbeschaffenheit der Schleifscheibe, mit der die Oberflächengüte des Werkstücks beeinflusst wird.
Unabhängig von der durch das Konditionieren erreichten Wirkrautiefe der Schleifscheibe stellt sich nach dem Verschleiß von ca. 500 m³ pro mm Scheibenbreite eine scheibenspezifische Wirkrautiefe ein. Zur Gewährleistung eines gleichmäßigen Schleifprozesses sollte die beim Abrichten erreichte Wirkrautiefe der Scheibe möglichst nahe an dieser liegen.
In der Schleiftechnik wird dieser Anpassungsprozess der Schleifscheibe Selbstschärfeffekt genannt. Eine optimal ausgelegten Schleifscheibe sollte nur aufgrund des Form- bzw. Profilverlustes abgerichtet werden müssen und nicht aufgrund des Zusetzens oder Abstumpfens der Scheibe.
In der nachstehenden Grafik ist der Selbstschärfprozess schematisch dargestellt. Durch das Abstumpfen des einzelnen Schleifkorns erhöht sich die Normalkraft Fn und übt somit einen erhöhten Druck auf das Korn aus. Dieses bricht dann komplett aus dem Kornverbund aus oder splittert ab, und eine neue, scharfe Schneide kommt zum Einsatz.
Bis zu einen gewissen Grad muss jede Schleifscheibe bzw. jedes Schleifkorn dieses Verhalten aufweisen, da ansonsten ein Schleifprozess nicht möglich ist.
Da dieser Selbstschärfeffekt nicht immer zu 100 % erreicht werden kann, stumpft die Scheibe mit der Zeit ab. Hierbei steigt sowohl die Reibung, als auch die Normalkraft Fn an. Sollte die Reibung schneller als die Normalkraft ansteigen, kommt es vor dem Splittern bzw. Ausbrechen des Korns zum Schleifbrand.
Abrichtwerkzeuge
Das älteste Abrichtwerkzeug ist der Einkorndiamant. Hierbei wird die Schleifscheibe durch eine Kristallspitze des Diamanten konditioniert. Nachteilig beim Einkorndiamanten ist, dass es sich um ein Naturprodukt handelt. Somit weisen die Diamanten, auch durch Einschlüsse, ein unterschiedliches Verschleißverhalten auf.
Generell führt das Verschleißverhalten jedes Diamanten zu einer ständigen Veränderung der Schneidengeometrie des Abrichters. Die Vergrößerung der Schneidengeometrie verändert kontinuierlich die Wirkbreite des Diamanten und damit den Überdeckungsgrat beim Abrichten während der Gesamtstandzeit des Einkornabrichters. Ein konstanter Überdeckungsgrat ist aber notwendig, um eine konstante und reproduzierbare Schleifscheibentopographie und gleichmäßige Schneidfähigkeit des Schleifkorns nach dem Abrichten zu erreichen. Um den Schneidenverschleiß zu kompensieren und somit den Überdeckungsgrat gleich zu halten, muss die Vorschubgeschwindigkeit des Abrichters ständig angepasst werden.
Zur Eliminierung dieser Nachteile wurde von den Herstellern der Abrichtwerkzeuge die Abrichtplatte entwickelt. Hierbei werden statistisch verteilte Diamantsplitter oder nach definierten Setzschemen gesetzte Diamantnadeln und -kristalle in einer Bindungsmatrix gehalten. Die überstehende Bindungsmatrix wird von der Schleifscheibe im Abrichtprozess so zurückgesetzt, dass die Diamantspitzen Kontakt zur Schleifscheibe haben. Diese mehr oder weniger eindeutige Anfangsgeometrie der Abrichtplatte verändert sich im Laufe der Standzeit des Abrichters deutlich weniger als beim Einkornabrichter. Somit sind wesentlich stabilere und konstantere Abrichtprozesse möglich.
Allerdings kommt auch hier ein geometrisch nicht definierter Diamantanteil zum Einsatz, sodass die Wirkbreite der Abrichtplatte weiterhin leichten Änderungen unterworfen ist.
Erst durch die Entwicklung von synthetischen Diamanten konnten die Hauptnachteile des Naturdiamanten eliminiert werden. Synthetische Diamanten haben so gut wie keine Einschlüsse und somit ein gleichbleibendes Verschleißverhalten. Des Weiteren kann die Kanten- und Gesamtlänge der Werkzeuge exakt definiert werden.
In modernen Schleifprozessen werden heute überwiegend Abrichtplatten mit CVD und MKD Diamantstäbchen eingesetzt. Diese haben über die gesamte Lebensdauer ein gleichmäßiges Verschleißverhalten und der Abrichtprozess kann somit klar definiert und reproduziert werden.
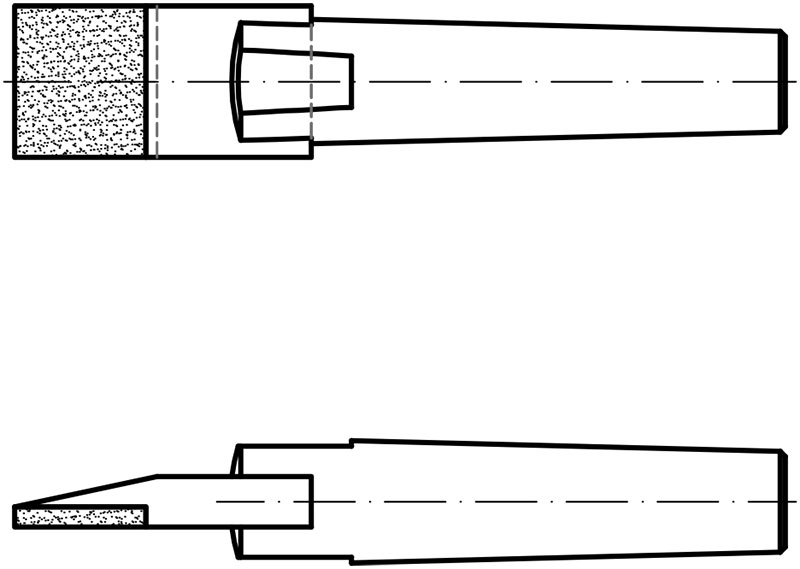
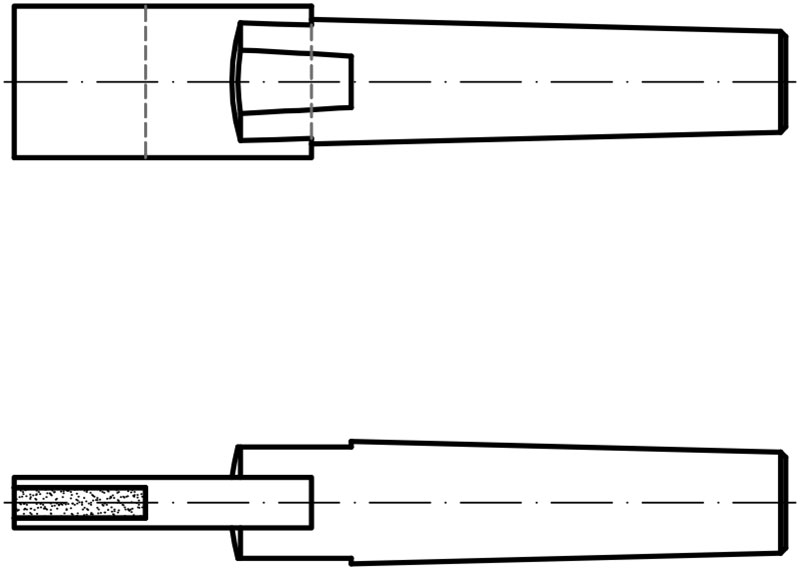
Einkornabrichter
Der Einkornabrichter ist der Ursprung der Abrichttechnik. Mit ihm lassen sich nahezu alle konventionellen Schleifscheiben bearbeiten.
Einkornabrichter können zum Abrichten von Korund- und Siliciumkarbidscheiben in Keramik- und Kunstharzbindung eingesetzt werden. Sie eignen sich für den Außenrund-, Innenrund-, Centerless- und Flachschleifprozess. Mit ihnen können gerade Formen sowie weniger komplizierte Schleifscheibenprofile reproduziert werden.
Beim Einkornabrichter handelt es sich um ein zunächst unbearbeitetes Naturprodukt, das in unterschiedlichen Qualitäten angeboten und eingesetzt wird. In der Abrichttechnik wird die Qualität vor allem nach der Anzahl der Naturspitzen bemessen. Auch die Reinheit bzw. die Größe eventueller Einschlüsse sind entscheidend.
Einkorndiamanten sind in folgenden Qualitäten erhältlich:
• Qualität Select: 6 Naturspitzen
• Qualität Super: 5 Naturspitzen
• Qualität Extra: 3-4 Naturspitzen
• Qualität Standard: 1-2 Naturspitzen
• Qualität Basic: 1 Naturspitze
Die Diamantgröße liegt zwischen 0,1 ct und 3,0 ct. Eine preiswertere Diamantqualität muss nicht zwingend unwirtschaftlich sein.
Die so errechneten Werte sind als Richtwerte zu verstehen. In der Praxis kann es hier zu Abweichungen kommen. So sollte bei sehr harten Korundscheiben oder bei SiC-Scheiben ein größer dimensionierter Diamant gewählt werden.
Empfehlungen zur Verlängerung der Standzeit:
1. Das Abrichtwerkzeug möglichst kurz spannen um Schwingungen, die den Diamanten beschädigen können, zu vermeiden. Der Abstand der Diamantspitze zur Aufnahme sollte maximal beim doppelten Durchmesser des Halters liegen.
2. Der Abrichter sollte im Winkel von 5 - 15° zur Schleifscheibe stehen und von Zeit zu Zeit um 90° gedreht werden. Auf diese Weise wird ein Abstumpfen der Diamantspitze vermieden und es entsteht eine scharfe Kante an der Spitze.
3. Nie mit der Schleifscheibe in den Halter oder die Lötstelle fahren!
4. Auf ausreichend Kühlung achten. Da Diamant Wärme sehr gut leitet, wird diese sehr schnell in die Fassung transportiert und muss abgeleitet werden.
5. Einkorndiamanten können meistens umgesetzt oder nachgeschliffen werden. Den verschlissenen Abrichter rechtzeitig wechseln und zur Nacharbeit an uns zurück schicken.
6. Durch Ausnutzung der Spaltebenen kann die Lebenszeit des Diamanten um bis zu 30 % verlängert werden.
Vielkornabrichter
Diese Werkzeuge stellen die erste Weiterentwicklung des Einkornabrichters dar. Aufgrund des technischen Fortschrittes konnten seit ca. 1940 Diamanten in Sintermetall eigebettet werden, ohne daß es zu einer Umwandlung des Diamanten zu Graphit kommt.
Bei der Herstellung von Vielkornabrichtern werden Diamantkörner, die mechanisch zerkleinert und in entsprechenden Korngrößen nach MESH ausgesiebt sind, mit der Bindungsmatrix vermischt und dann meist in zylindrischer Form gesintert. Diese Zylinder werden auf die entsprechenden Halterformen gelötet. Als Matrix kommen überwiegend Wolframbindungen zum Einsatz.
Somit stand ein sehr robustes Werkzeug zur Verfügung, welches zusätzlich den Vorteil hatte, sehr wirtschaftlich zu sein. Des Weiteren sind Vielkornabrichter wartungsfrei, da diese nicht gedreht bzw. umgesetzt / nachgeschliffen werden müssen. Prinzipiell ist das Werkzeug vom ersten Einbau an bis zum Ende der Standzeit gleichmäßig einsetzbar.
Aufgrund der Werkzeuggeometrie können Schleifscheiben nur gerade abgerichtet bzw. Schrägen angebracht werden. Profile sind mit Vielkornabrichtern nicht abrichtbar.
Da Vielkornabrichter eine sehr große Wirkbreite aufweisen müssen diese mit höheren Abrichtvorschüben (zwischen 500 und 1.000 mm/min) als Einkornabrichter oder Abrichtplatten eingesetzt werden. Die Abrichtzustellung sollte je nach Schliffgüte zwischen 0,01 und 0,04 mm liegen.
Abrichtplatten
Kornplatten:
Die Entwicklung der Korn- und Nadelplatten war eine logische Weiterentwicklung der Vielkornabrichter Anfang der 1960er Jahre.
Bei den Kornplatten kommen mechanisch zerkleinerte und nach Norm gesiebte Naturdiamanten zum Einsatz. Diese werden überwiegend von Hand in eine Bindungsmatrix auf einer Ebene gesetzt. Bei feineren Kornplatten wird ein Gemisch aus Diamantkorn und Bindungsmatrix gesintert.
Die Kornplatte weist im Vergleich zum Vielkornabrichter eine definiertere Wirkbreite bd auf. Somit sind mit Kornplatten durch die feine Abrichtkante Abrichtergebnisse zu erreichen, die denen des Einkorndiamanten entsprechen. Es lassen sich auf bahngesteuerten Schleifmaschinen mit ihr auch weniger komplexe Profile und Radien in Schleifscheiben ziehen.
Die Kornplatte stellt ein sehr vielseitiges und kostengünstiges Abrichtwerkzeug dar, welches sehr universell eingesetzt werden kann.
Nadelplatte:
Neben der Kornplatte wurden Nadelplatten entwickelt. Hierbei handelt es sich um eine hochwertige Sonderausführung der Kornplatte. Die hier zum Einsatz kommenden Diamantnadeln sind abgespaltene Diamantstäbchen, die „getrommelt“ werden. Bei diesem Vorgang werden die scharfen Diamantspitzen, die einen unkontrollierten Bruch des Diamanten verursachen könnten, abgerundet. Es kommen Nadeln mit einer Länge von 2,5 – 3,0 mm zum Einsatz, wobei die Länge mindestens dem dreifachen Durchmesser entsprechen sollte.
Bei der Herstellung werden die einzelnen Nadeln nach einem definierten Setzmuster von Hand in einer Ebene angeordnet.
Da die einzelnen Diamantnadeln überlappend gesetzt werden, ist der Diamantanteil, der an der Schleifscheibe anliegt annähernd gleich. Somit ist die Reproduzierbarkeit des Konditionierungsprozesses sehr hoch. Die Wirkbreite bleibt im Vergleich zu einer Kornplatte relativ gleich.
Nadelplatten werden häufig bei anspruchsvollen Schleifprozessen, bei denen hohe Anforderungen an die Geometrie und Werkstückoberfläche gestellt werden, eingesetzt. Ideal und wirtschaftlich werden Nadelplatten häufig in automatisierten Prozessen eingesetzt.
Bei den Korn- und Nadelplatten kommen als Bindungsmatrix überwiegend Wolfram- und Kupferbindungen zum Einsatz. Die Wolframbindungen sind, je nach Anwendungsprozeß, in unterschiedlichen härten von ca. 30 HRc (meistverwendet) bis 55 HRc verfügbar. Je aggressiver die Schleifscheibe ist, desto härter sollte die Bindung gewählt werden.
Wenn eine besonders gute Wärmeleitfähigkeit – zum Beispiel bei nicht optimaler Prozeßkühlung – benötigt wird, werden Kupferbindungen verwendet.
Generell sollte beim Einsatz von Abrichtplatten folgendes beachtet werden:
· Die Platten möglichst kurz spannen um Vibrationen zu vermeiden
· Die Platten immer senkrecht zur Schleifscheibe einsetzen
· Die Abrichter sehr gut Kühlen, die Kühlschmierstoffdüse auf den Fassung und den Halter richten
· Die Abrichtzustellung sollte bei 0,01 – 0,03 mm liegen
· Ein erhöhter Abrichtvorschub ergibt eine höhere Wirkrautiefe der Schleifscheibe
Sowohl Korn- als auch Nadelplatten werden in unterschiedlichen Diamantgrößen angeboten. Generell gilt, daß eine feinere Körnung bzw. dünnere Nadeln für feinere Schleifscheiben eingesetzt werden.
Halterformen für Abrichtplatten:
Sowohl Nadel- als auch Kornplatten können direkt in unterschiedliche Halter eingelötet oder mittel Spannhalter eingesetzt werden.
Neben den nachfolgenden Standardhalter sind sämtliche kundenspezifischen Halter nach Zeichnung möglich.
Profildiamanten
Zum einbringen von hochgenauen Profilen in Schleifscheiben werden Profildiamanten eingesetzt. Hierbei werden hochwertige, rissfreie Naturdiamanten eingesetzt. Um eine lange Profil- und Formbeständigkeit gewährleisten zu können, müssen die Diamanten nahezu frei von Einschlüssen sein. An der Diamantspitze werden dann die Winkel und der Radius eingeschliffen. Nach Abnutzung des Radius und/oder des Winkels können die Diamanten mehrfach nachgeschliffen werden.
Aufgrund der nicht immer gewährleiteten Versorgungssicherheit und schwankender Preise der sehr hochwertigen Naturdiamanten am Weltmarkt werden auch bei den Profildiamanten verstärkt synthetische CVD oder MKD Diamanten eingesetzt. Diese sind, wie die Naturdiamanten, mehrfach nachschleifbar und aufgrund ihres kristallinen Aufbaus weniger bruchempfindlich.
Allgemeine Anwendungshinweise beim Abrichten
Um sowohl eine hohe Abtragsleistung, eine gute Oberfläche als auch einen kommafreien Schliff zu erreichen, ist eine kleine Zustellung im Bereich von 0,002 bis 0,03 mm pro Überlauf sehr wichtig.
Die Wirkrautiefe kann über den Abrichtvorschub beeinflusst werden:
· Erhöhung der Vorschubgeschwindigkeit Vd: höhere Rautiefe und schnittigere bzw. griffigere Schleifscheibe
· Reduktion der Vorschubgeschwindigkeit Vd: geringere Rautiefe und bessere Werkstückoberfläche, aber geringere Schnittigkeit der Schleifscheibe
Während des Abrichtvorganges immer für ausreichend Kühlung sorgen! Naturdiamanten sind extrem wärmeempfindlich und wandeln sich bei auch nur kurzer Überhitzung in Graphit um. Auch darauf achten, dass die Kühlschmierstoffzufuhr nicht erst nach dem ersten Kontakt des Diamanten mit der Scheibe eingeschaltet wird, da dieser ansonsten durch einen Kälteschock zerstört werden kann.
Niemals ohne Zustellung des Abrichtwerkzeuges über die Schleifscheibe fahren! Hierdurch wird die Scheibe abgestumpft, was zu einem Zusetzen führt. Die Folge kann Schleifbrand sein.
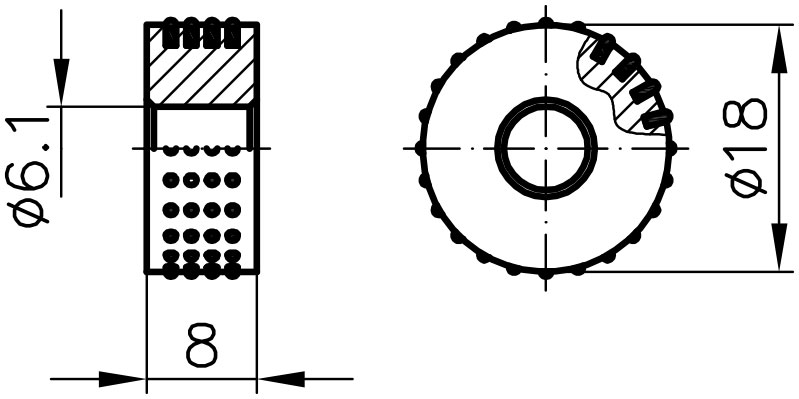
Diamant Räder:
Eine Variante der Einkornabrichter sind die Diamant Räder. Hierbei werden die Diamant Nadeln ein- oder mehrreihig von Hand in eine Sinterbindung gesetzt. In Abhängigkeit der Anwendung werden unterschiedliche Radgrößen und Karatzahlen verwendet.
Die Räder werden in einer Achse mit der Schleifscheibe in die abgebildeten Halter gespannt. Nachdem eine Fläche von 3-5 mm entstanden ist, muß die Halterschraube gelöst werden und das Diamantrad entsprechend weitergedreht werden.
Härteprüfdiamanten:
Geschliffene Naturdiamanten werden auch in zur Härtebestimmung von Matallen eingesetzt. Die Diamanten haben, je nachPrüfverfahren, entsprechende Schliffe.
Kenngrößen der Abrichttechnik
Wirkbreite bd:
Mit der Wirkbreite bd wird die effektiv im Eingriff befindliche Schneiden- (Diamant-) Breite des Abrichtwerkzeuges beschrieben.
Diese liegt bei
· Einkornabrichtern bei ca. 0,5 – 1,0 mm
· Kornfliesen bei ca. 0,7 – 0,9 mm
· Vielkornabrichtern bei ca. 1,5 – 5,0 mm
(Bei Vielkornabrichtern wird ab einem gemessenen Aggregatdurchmesser über 3 mm der Wert nur zu 35 % angesetzt, da die Diamantkörner in der Matrix stochastisch verteilt vorliegen und die Bindungsmatrix nicht berücksichtigt werden darf.)
Überdeckungsgrat Ud:
Mit diesem Wert wird angegeben, wie oft die Schneidenbreite des Abrichtwerkzeuges pro Scheibenumdrehung einen Punkt auf der Scheibe oberflächlich überdeckt. Je häufiger dies der Fall ist, desto größer ist die Zahl und umso feiner wird die Scheibe abgerichtet.
Folgende Skizze zeigt einen Überdeckungsgrat von 4. Die Wirkbreite bd des Abrichters hat sich bei 4 Scheibenumdrehungen 1mal axial versetzt.
Zustellung ad:
Die Zustellung pro Abrichthub sollte zwischen 0,002 und 0,03 mm liegen. Maximal ca. 1/3 des Schleifkorndurchmessers sollte zugestellt werden. Bei einer höheren Zustellung besteht die Gefahr, dass die Bindungsbrücken der Schleifscheibenmatrix angebrochen oder zerstört werden. Daraus resultiert ein unkontrolliertes Herausbrechen einzelner Schleifkörner aus dem Scheibenverbund. Die Folge sind Oberflächenfehler (Schleifkommas) auf den Werkstücken.
Eigenschaften
Diamant ist eine der vier Modifikationen des Kohlenstoffs und das härteste bekannteste Mineral. Seine Härte liegt nach Knoop bei 8800 und somit weit über der von CBN (4500), Korund (2200) und Siliziumkarbid (2700). Die Schleifhärte des Diamanten ist um ein ca. 140-Faches höher als jene von Korund.
Die Härte des Diamanten ist allerdings in den verschiedenen Kristallrichtungen unterschiedlich, sodass es möglich ist, Diamanten mit Diamant zu schleifen.
Bei Raumtemperatur ist Diamant metastabil. Um in die stabile Modifikation zu kommen (Graphit), ist eine sehr hohe Aktivierungsenergie notwendig.
Reiner Diamant ist transparent und farblos. Durch Verunreinigungen kann er aber in unterschiedlichen Farben auftreten. Anders als bei Schmuckdiamanten, spielt die Farbe der Diamanten in der Abrichttechnik keine Rolle und variiert zwischen gelblich, gräulich und braun.
Generell wird das Gewicht von Diamanten in Karat angegeben; ein Karat entspricht exakt 0,200 Gramm.
Diamanten bestehen ausschließlich aus reinem, kubisch angeordnetem Kohlenstoff, wobei die einzelnen Kohlenstoffatome tetraedrisch gebunden sind. Somit hat jedes Atom vier symmetrisch ausgerichtete Bindungen. Die besondere Härte entsteht durch die extrem hohe Bindungsenergie.
In Verbindung mit reinem Sauerstoff zerfällt der Diamant bereits bei 720°C in reinen Kohlenstoff. An der Luft beginnt dieser Prozess bei über 800°C, unter Luftabschluss bei Normaldruck erst bei ca. 1.500°C.
Die Besonderheiten von Diamant:
· Höchste bekannte Härte
· Hervorragender Isolator
· Extrem niedriger Reibungskoeffizient
· Höchste thermische Leitfähigkeit aller Stoffe bei Raumtemperatur
· Bei Temperaturen bis zu 800°C chemisch inert gegen Säuren und Basen
Entstehung
Diamanten sind vor Millionen Jahren in der Erdkruste entstanden. Sie entstehen aus Kohlenstoff bei sehr hohem Druck (über 50.000 bar) und Temperaturen von über 1.300°C. Diese Bedingungen finden sich auf der Erde nur im Erdinneren. Hier entstehen Diamanten in einer Tiefe von ca. 150 bis 320 km.
Als Muttergestein, in dem sich der Diamant bildete, diente der Peridotit. Bei Vulkanausbrüchen wurden Bruchstücke solch mit Diamanten durchsetzten Peridotit-Gesteins mit sehr hoher Geschwindigkeit aus dem Erdmantel an die Erdoberfläche transportiert. In dieser kurzen Zeit wurde die Zersetzungstemperatur von Diamanten nicht erreicht, und sie konnten heil die Erdoberfläche erreichen.
Heute werden die Diamanten in ehemaligen Vulkankratern im Tage- und Untertagebau abgebaut.
Vorkommen
Die größten Diamantenvorkommen befinden sich in Russland, Afrika (Kongo, Botswana, Südafrika), Australien und Kanada.
Die Weltproduktion an Naturdiamanten liegt bei ca. 20 Tonnen pro Jahr und deckt ca. 20 % des weltweiten Bedarfs an Diamanten ab. Die übrigen 80 % der Diamanten werden synthetisch hergestellt.
Physikalische Eigenschaften
In der Abrichttechnik sind die extreme Härte und Verschleißfestigkeit die wichtigsten Eigenschaften von Diamant. In den nachstehenden Grafiken sind die wichtigsten physikalischen Größen von Diamant im Vergleich zu den mit ihm abzurichtenden Kornarten der Schleifscheiben aufgeführt.
Die sehr gute Wärmeleitfähigkeit von Diamanten ist dagegen eher von Nachteil, da die ihn umgebenden Elemente (Schleifscheibe und Diamanthalter) diese nicht aufweisen. So kann es leicht zu einem Wärmestau kommen, der den Diamanten zerstört. Aus diesem Grund ist es beim Abrichten sehr wichtig, für eine gute Kühlung, auch und vor allem des Diamanthalters, zu sorgen.
Spezifisches Gewicht: 3,51 g/cm³
Atomgewicht: 12.01
Chemisches Element: C
Gewichtseinheit: Karat (1 Karat = 0,200 Gramm)
Verunreinigungen: bis 0,2 % Stickstoff, bis 10 ppm Aluminium, bis 0,25 ppm Bor
Kristallographie
Der Diamant weist mono- oder makrokristalline Strukturen auf. Durch das Korn, welches eine Einheit bildet, ziehen sich unterschiedliche Spaltebenen. Entlang dieser Spaltebenen kann der Diamant unter Druck brechen.
Zu den monokristallinen Körnungen zählen nicht nur Naturdiamanten, sondern auch die meisten synthetischen Diamanten, wie zum Beispiel die MKD und CVD Diamanten.
Diamanten sind in das kubische System eingegliedert. Hierbei stehen drei Achsen rechtwinklig zueinander. Wird nun eine Kristallfläche von einer dieser Achsen durchschnitten und liegt parallel zu den beiden anderen, spricht man von einer Würfelfläche. Diese wird nach dem Miller-Index mit 100 bewertet. Bei Diamantschleifern wird diese Fläche auch 4-Punkt-Fläche genannt. In diese Kategorie fällt beispielsweise der MKD.
Der Naturdiamant hat eine 3-Punkt-Fläche mit einer klar definierten Spaltebene. Der Miller-Index hat die Wertigkeit 111.
Kristallformen
In der Natur kommt der Diamant in unterschiedlichen Kristallformen vor. Für Abrichtwerkzeuge sind folgende die wichtigsten:
Oktaeder:
In der besten Qualität verfügt der Oktaeder über sechs brauchbare Naturspitzen, die durch acht gleichseitige Dreiecke als Flächen entstehen (Qualität Select). Die Qualität Super verfügt über fünf, Extra über drei bis vier, Standard über zwei bis drei Naturspitzen und Basic über eine. Letztere Kristallform wird überwiegend für Einkornabrichter eingesetzt.
Dreiecksform:
Diese Kristallform hat in der besten Qualität drei Naturspitzen und wird hauptsächlich für Formdiamanten verwendet.
Nadeln:
Diamantnadeln werden in Nadelplatten eingesetzt.
Synthetische Diamanten
Da die Weltproduktion an Naturdiamanten die Nachfrage an Diamanten bei Weitem nicht decken kann, wurde lange Zeit nach Verfahren zu ihrer synthetischen Herstellung gesucht. Verstärkt wurde die Situation in den 1950er Jahren, in der immer mehr Diamanten für die Hartmetallbearbeitung benötigt wurden. Auch die Tatsache, dass die größten Vorkommen in politisch ungünstigen Regionen wie beispielsweise Russland liegen, verstärkte die Suche nach einem Verfahren zur künstlichen Herstellung von Diamanten.
Gefunden wurde es schließlich vom US-Konzern General Electric (USA), der 1954 in Geheimlaboren erstmalig künstliche Diamanten schuf.
Die Schwierigkeit in der Herstellung lag in der Simulation der natürlichen Umgebungsbedingungen bei der Entstehung der Diamanten: Drücke von mehr als 50.000 bar und Temperaturen von über 1.300°C müssen gleichzeitig und für einen längeren Zeitraum aufrecht gehalten werden.
Für die heutige synthetische Diamantherstellung sind durch Verfahrensoptimierungen deutlich niedrigere Rahmenbedingungen nötig, sodass Diamanten bereits bei unter 1.000°C hergestellt werden können.
Fast alle Diamanten, die heute zur Herstellung von Schleifscheiben verwendet werden, sind synthetisch.
MKD – Monokristalline Diamanten
Der MKD ist dem Naturdiamanten sehr ähnlich. Er weist die gleichen physikalischen Eigenschaften auf und wächst oktaedrisch.
MKDs sind synthetisch erzeugte Diamantblöcke, die in Stäbchenform gesägt oder gespalten werden. Hierbei ist die Schnittrichtung entlang der Wuchsrichtung des Diamanten ausgelegt.
Herstellungsbedingt weisen MKD eine Wuchsrichtung auf. Nach der Kantenkalibrierung durch Spalten oder Sägen werden die Stäbchen auf die entsprechende Länge geschnitten.
Aufgrund der Wuchsrichtung ist auf den korrekten Einbau der Stäbchen in das Abrichtwerkzeug zu achten. Je nach Hersteller der MKD sind diese in linearer oder rhombischer Einbauform verschleißfester.
CVD – Chemical Vapor Deposition (chemische Gasphasenabscheidung)
Bei der Herstellung von CVD Diamanten werden synthetische, kristalline Diamantschichten aus einer Gasphase auf ein Trägermaterial abgeschieden. Die Gasphase besteht im Allgemeinen zu 99 Vol % aus Wasserstoff und zu 1 Vol % aus reinem Kohlenstoff. Durch das Aufdampfen entsteht im Gegensatz zum MKD keine Wuchsrichtung bzw. Spaltebene. Nach der Herstellung wird die Trägerschicht wieder entfernt.
Aufgrund des Fehlens dieser Wuchsrichtung ist der CVD wesentlich zäher als der MKD. Daher werden heute in der Abrichttechnik überwiegend CVD Werkzeuge eingesetzt. Das CVD Werkzeug ist allerdings deutlich temperaturunempfindlicher als der MKD, so daß auf eine sehr gute Kühlung während des Abrichtprozesses geachtet werden muß.
Dabei ist zu bedenken, dass beim Abrichten auch das Abrichtwerkzeug einem gewissen Verschleiß unterliegt. Ist dies nicht der Fall, so stumpft das Abrichtwerkzeug ab und schneidet das Schleifkorn nicht mehr – der Abrichter drückt und die Schleifscheibe wird nicht geschärft. Dies kann letztendlich zu thermischen Schäden des zu schleifenden Werkstücks (Schleifbrand) führen.
Sollte sich im Prozess herausstellen, dass ein CVD Werkzeug keinen Verschleiß aufweist, empfiehlt sich der Wechsel auf ein weniger zähes MKD Werkzeug, um die Vorteile des Stäbchenwerkzeugs zu erhalten. Auch bei sehr sensiblen Schleifprozessen sind MDK Werkzeuge vorzuziehen.
PKD – Polykristalline Diamanten
Der PKD besteht aus Diamantkristallen, die in einer Bindungsmatrix (Kobalt oder Wolfram) bei hohem Druck und hohen Temperaturen eingesintert sind. Zwischen den einzelnen Kristallen befindet sich die metallische Bindungsphase.
Aufgebracht wird die Schicht überwiegend auf einen Hartmetall Trägerkörper. Die PKD Schicht bildet sich aufgrund der willkürlichen Diamantorientierung als isotroper Körper aus, der keine bevorzugte Spaltrichtung hat. Im Falle des Brechens oder Spaltens eines Diamantpartikels wirken die benachbarten Partikel als Sperre, sodass sich ein Riss nicht fortsetzen kann.
Aufgrund der Isotropie hat der PKD einen sehr hohen Verschleißwiderstand und ist fast so hart wie der Naturdiamant (Härte nach Knoop: 5.500 kg/mm², Dichte: 3,9 bis 4,4 g/cm³).
PKD ist in verschiedenen Korngrößen (2, 10 und 25 μm) erhältlich. In der Abrichttechnik werden überwiegend PKD mit einer Korngröße von 25 μm eingesetzt.
CVD und MKD Stäbchen sind mit einer Kantenlänge von 0,3 x 0,3 bis 1,5 x 1,5 mm erhältlich. Um bei gleicher Wirkbreite ein besseres Verschleißverhalten des Werkzeuges (sprich eine högere Standzeit) zu erreichen, setzt man teilweise mehrere Stäbchen nebeneinander. Alternativ können auch Stäbchen mit einer Breite von 1,0 mm eingesetzt werden.
Die Länge der Stäbchen liegt zwischen 3 und 12 mm, wobei die Standardlänge bei 5 mm liegt. Diese hat sich in der Praxis bewährt, da das Verhältnis Standzeit zu Werkzeuglänge optimal ist. Bei zu langen Abrichtwerkzeugen besteht die Gefahr von Vibrationen, die das Abrichtergebnis negativ beeinflussen können.
Generell gilt auch bei den Stäbchenwerkzeugen, daß größere Querschnitte bei gröberen Scheibenkörnungen eingesetzt werden.
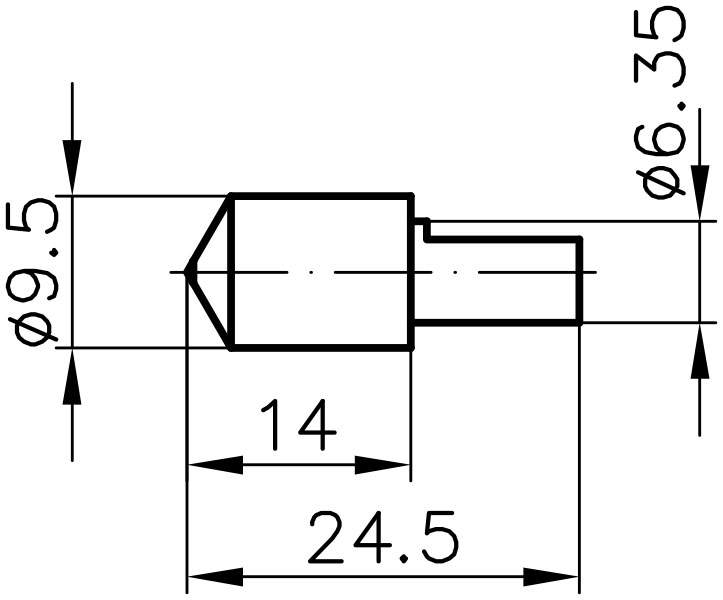
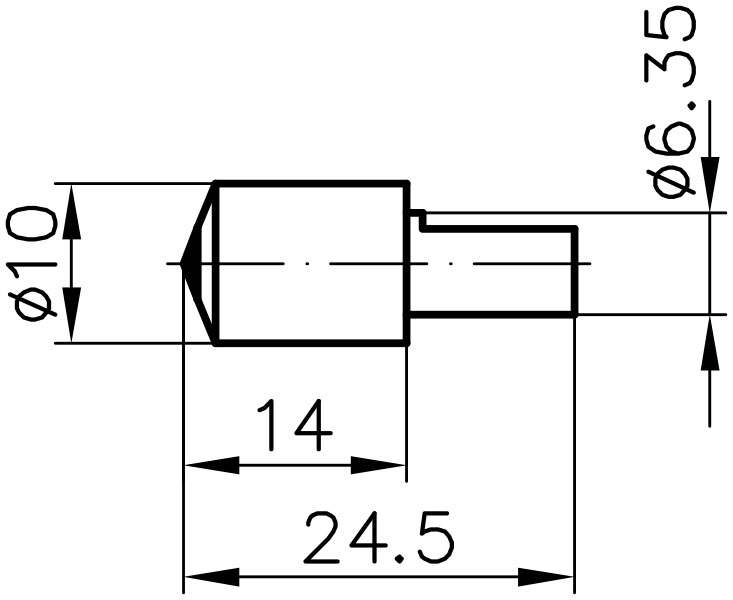
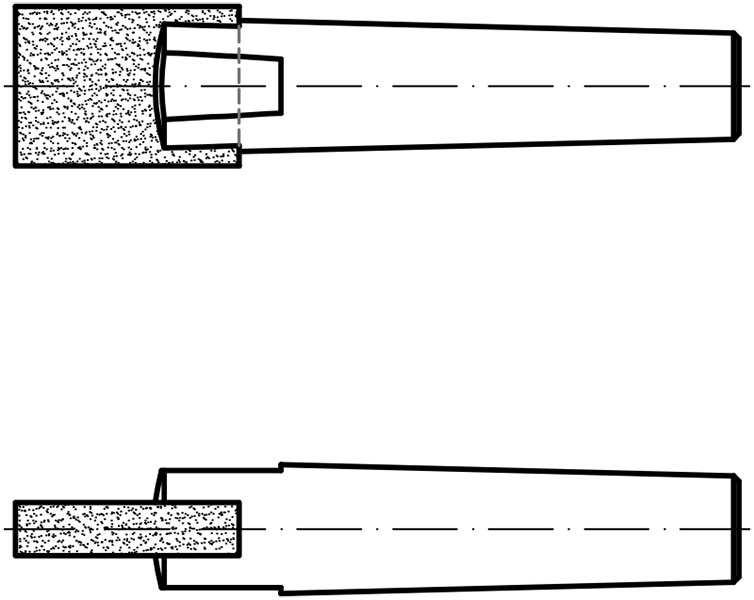
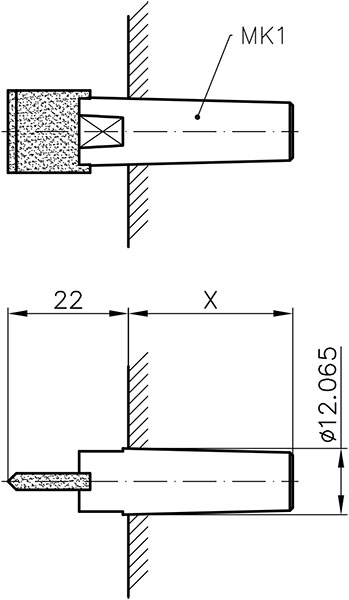
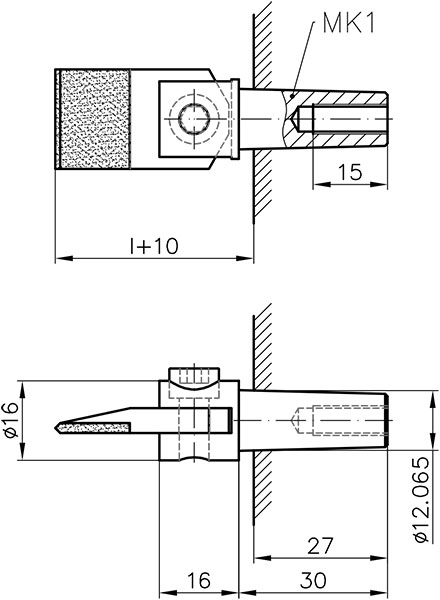
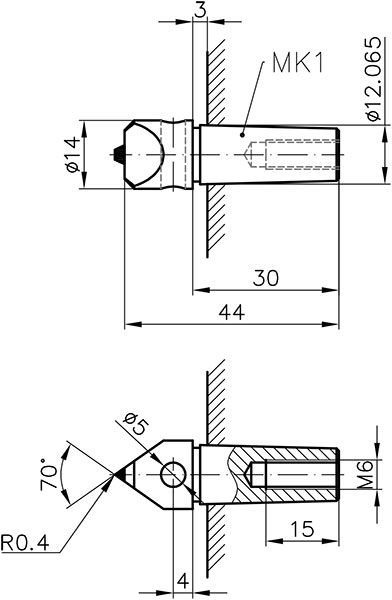
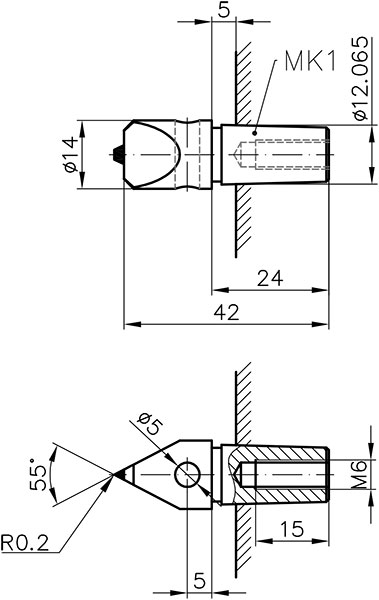
EINKORNABRICHTER
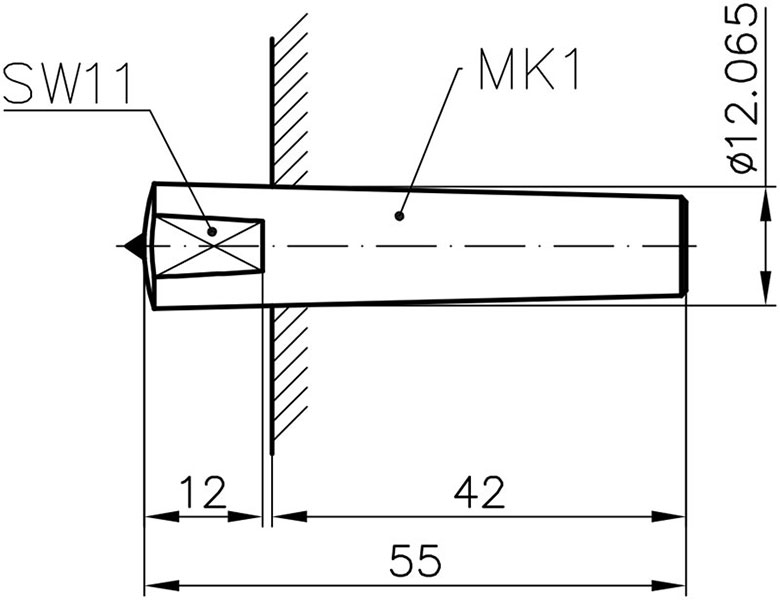
Fassung
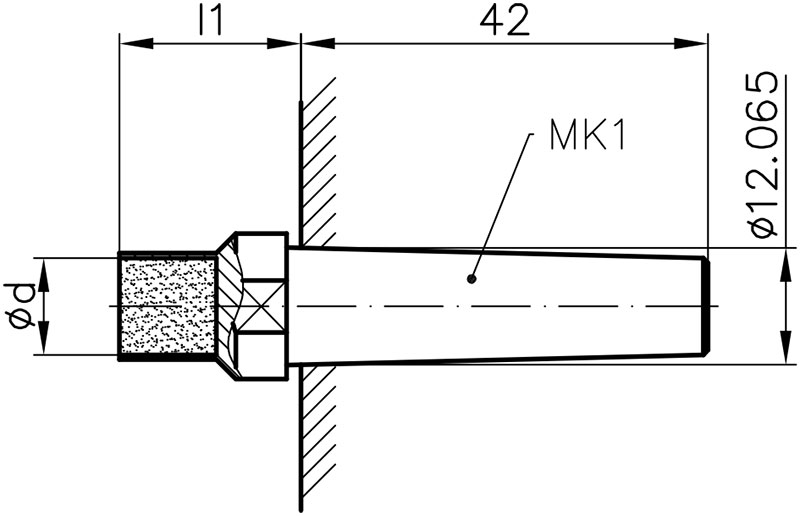
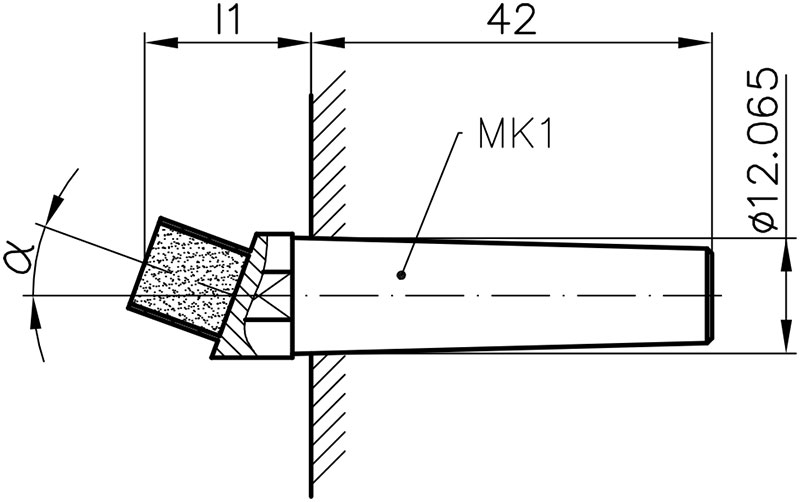
MK1
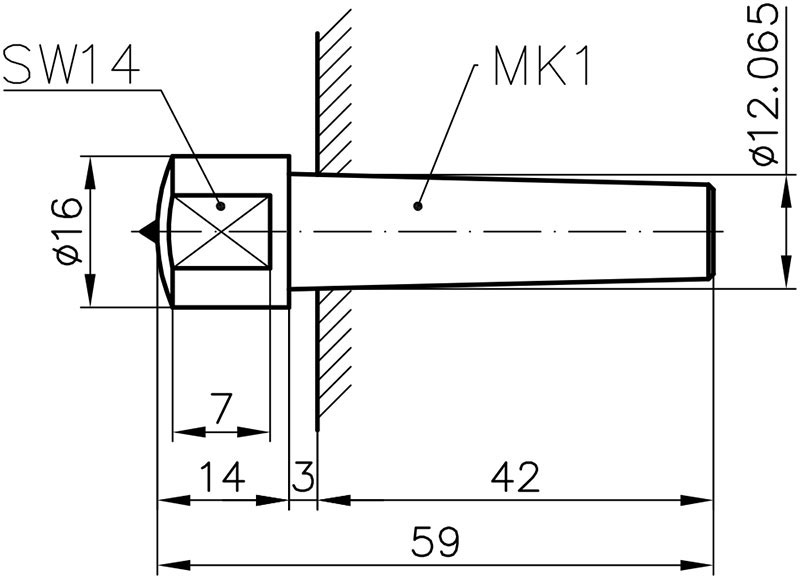
Fassung
MK1 mit Kopf
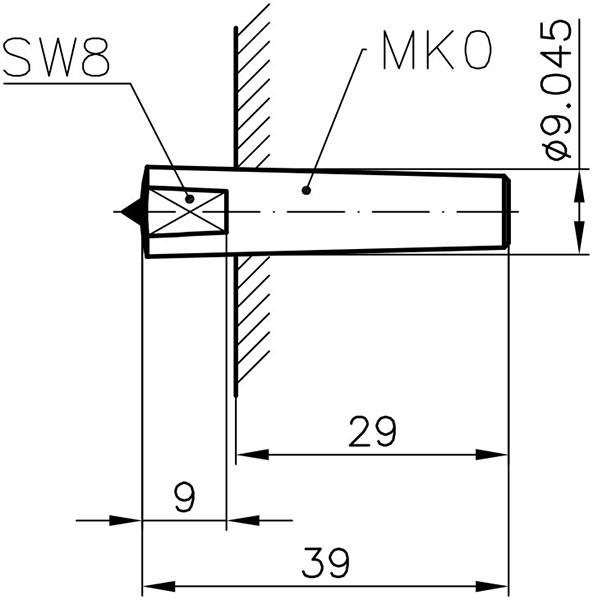
Fassung
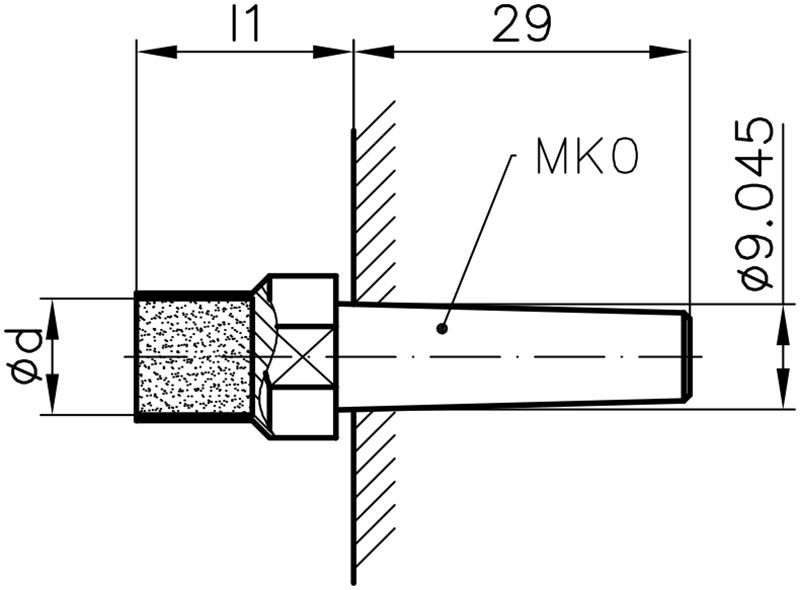
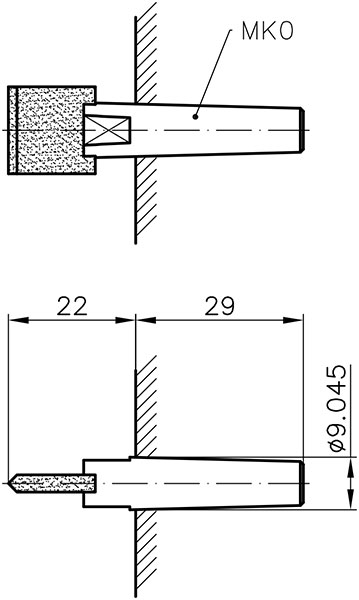
MK0
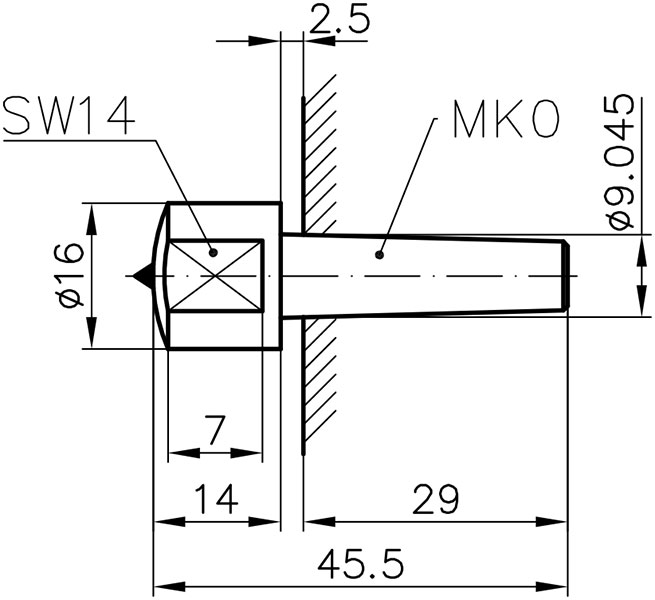
MK0
mit Kopf
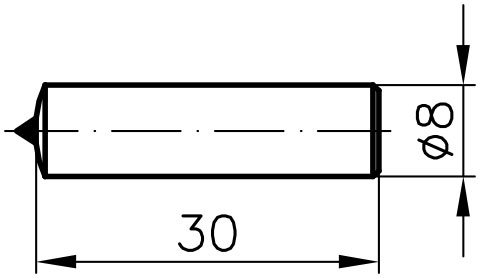
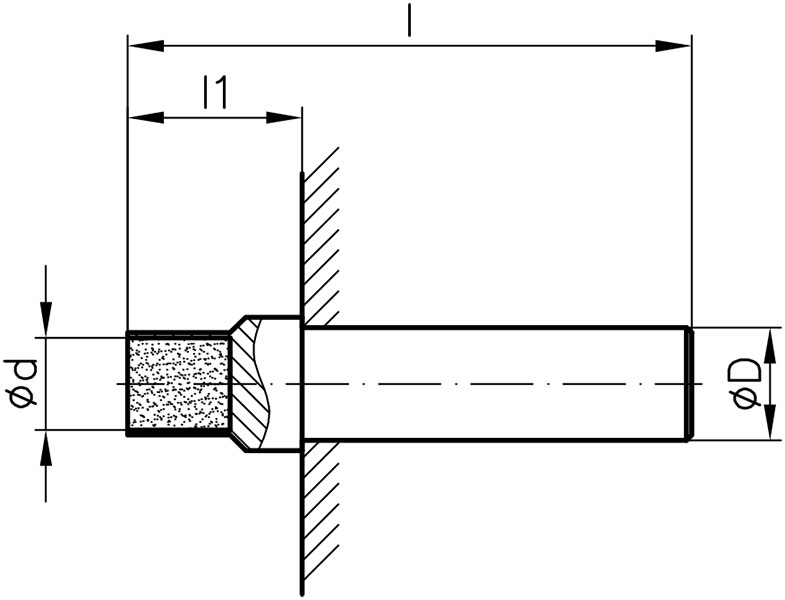
Zylindrischer
Schaft

Für Deckel
Maschine
DIN 1820 E
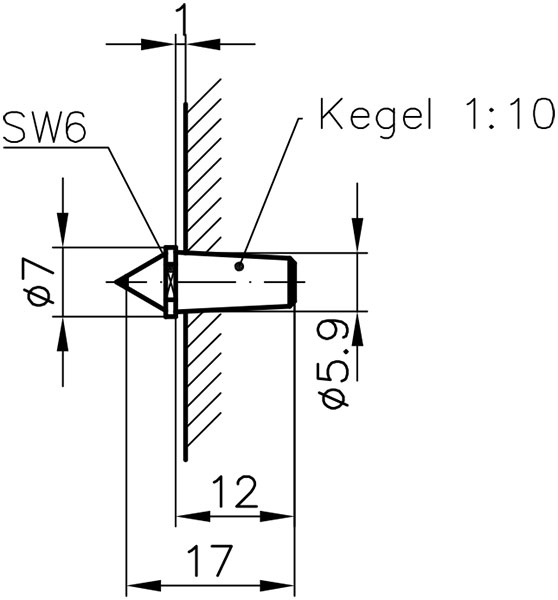
Jung, Kegel
1:10
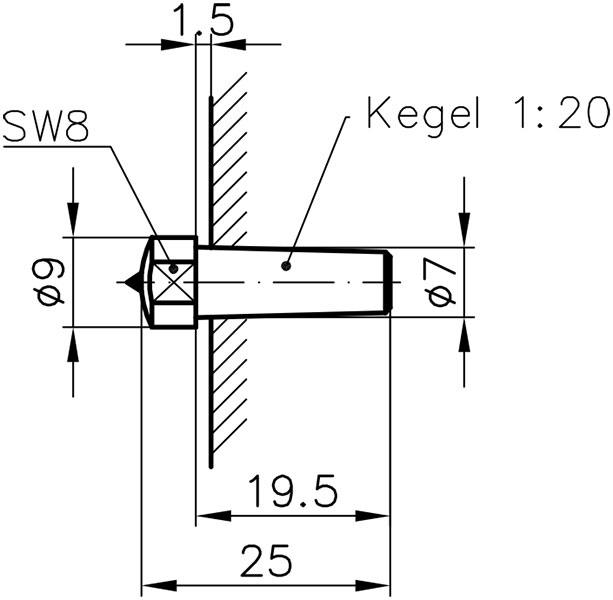
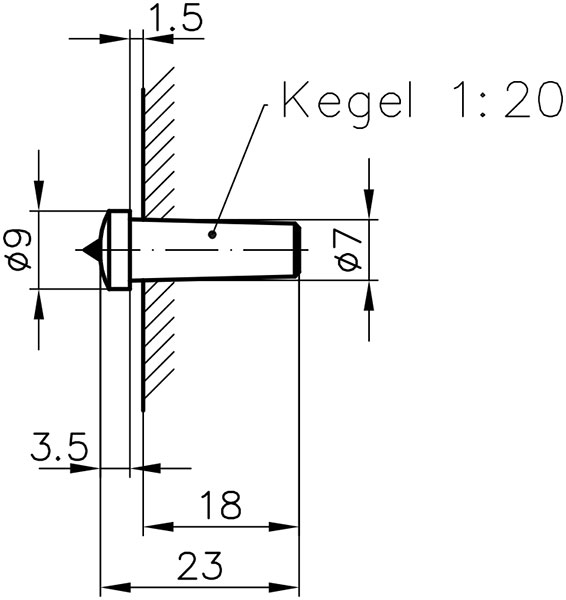
Jung, Kegel
1:20

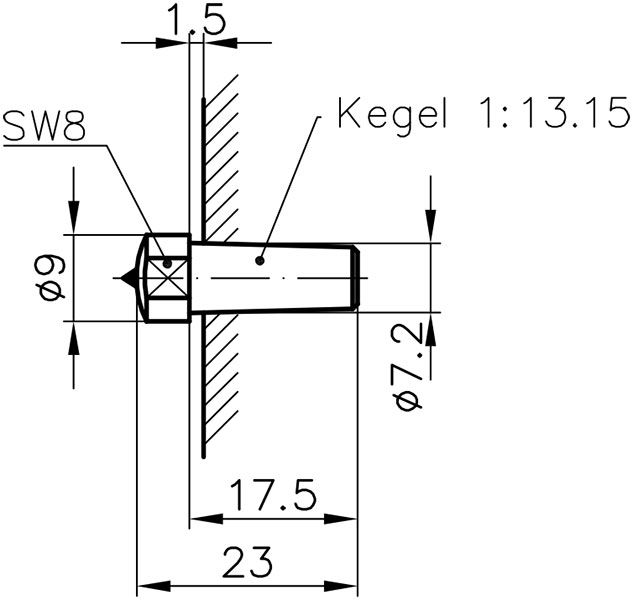
Jung, Kegel
1:13,15, Typ A
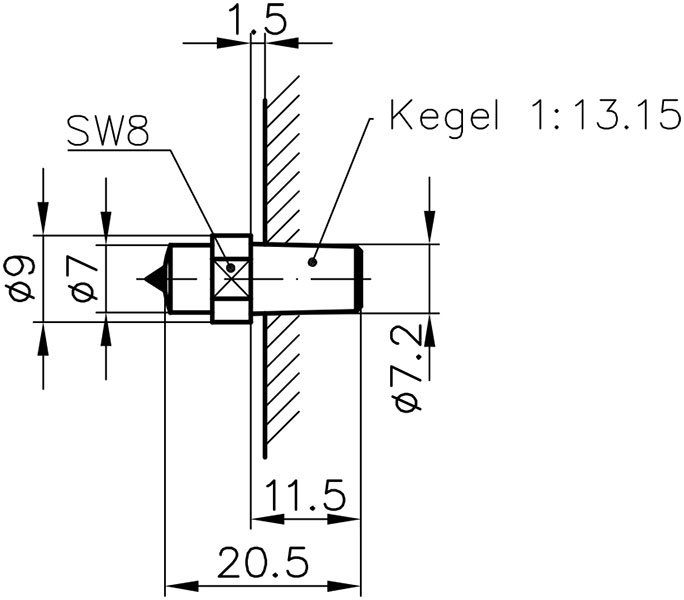
Jung, Kegel
1:13,15, Typ B
Jung, Kegel
1:13,15, Typ C
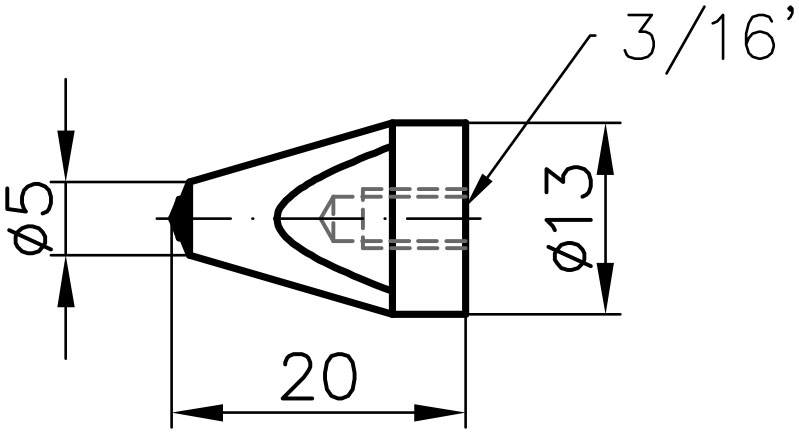
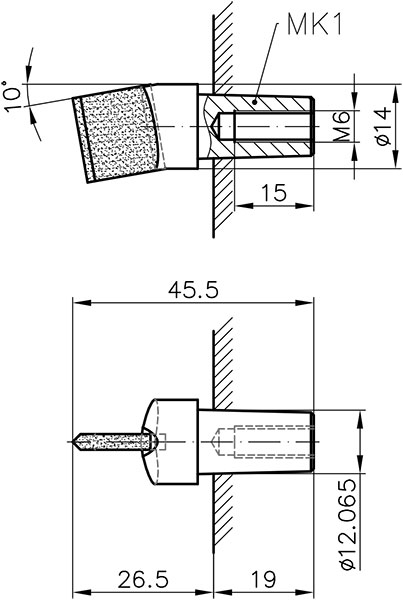
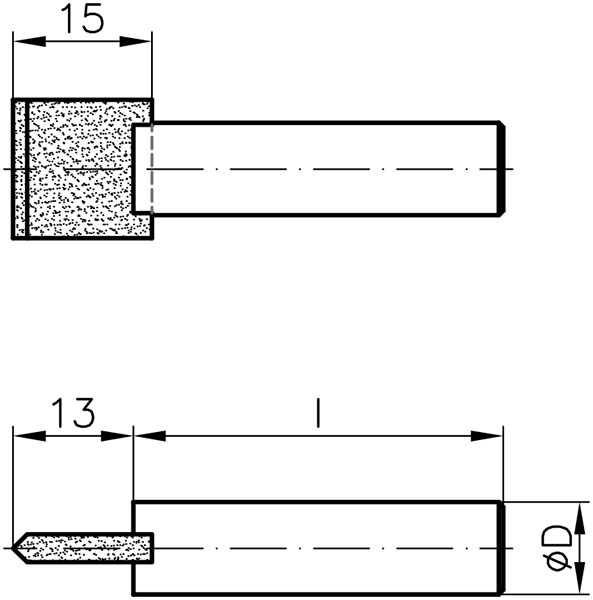
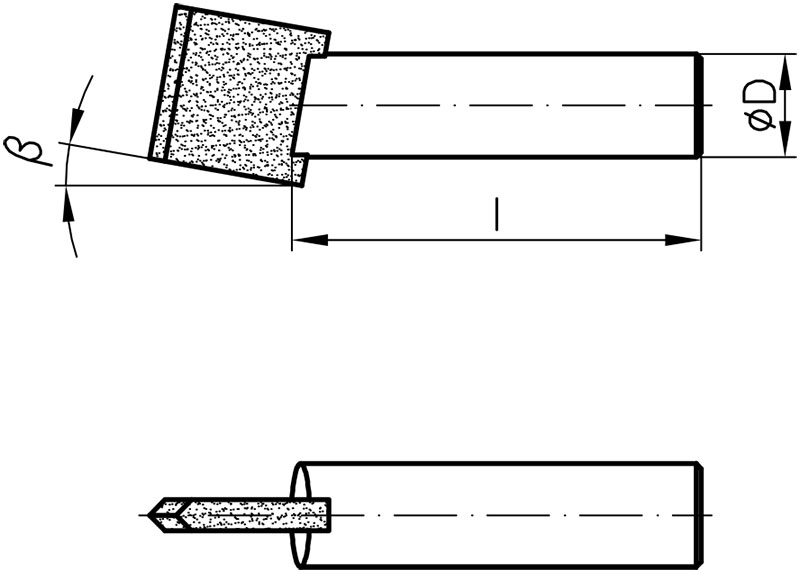
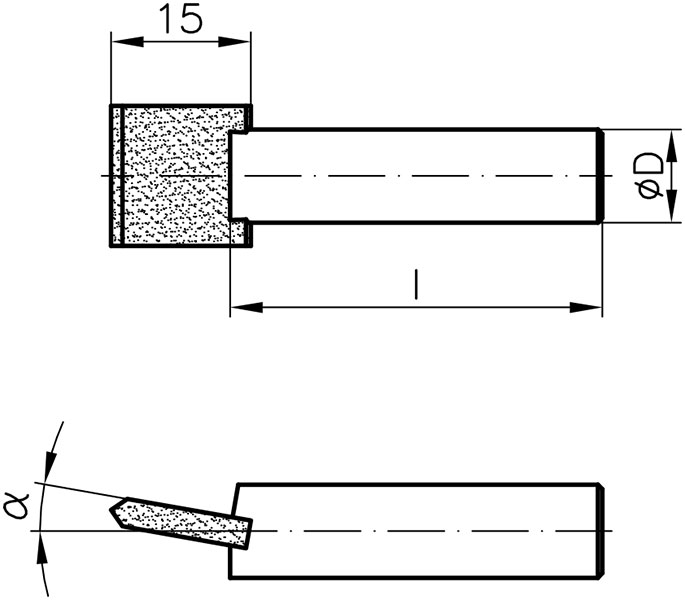
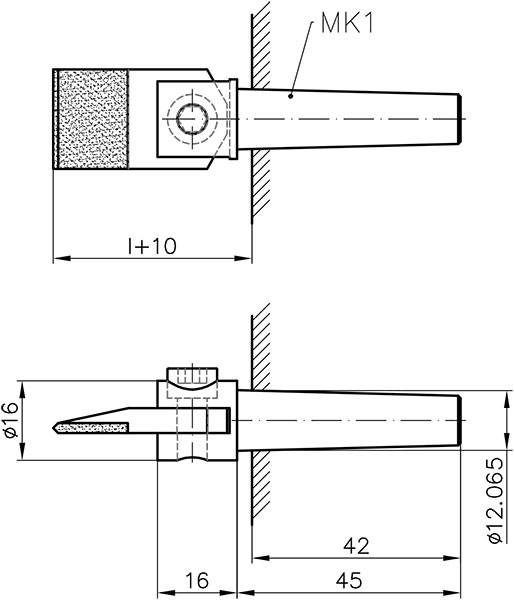
VIELKORNABRICHTER

MK1
MK1 mit Kopf

MK1
geneigt
MK1mit Kopf
geneigt

MK0
MK0 mit Kopf
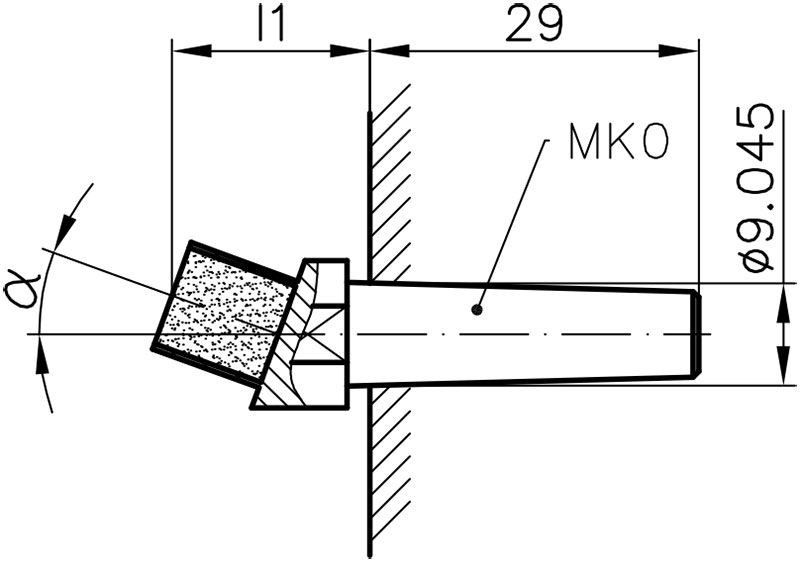
MK0
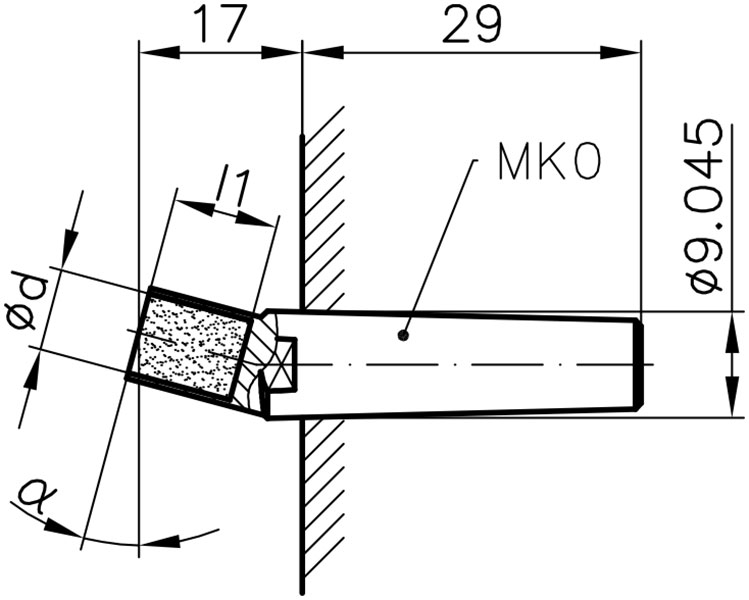
geneigt
MK0 mit Kopf
geneigt
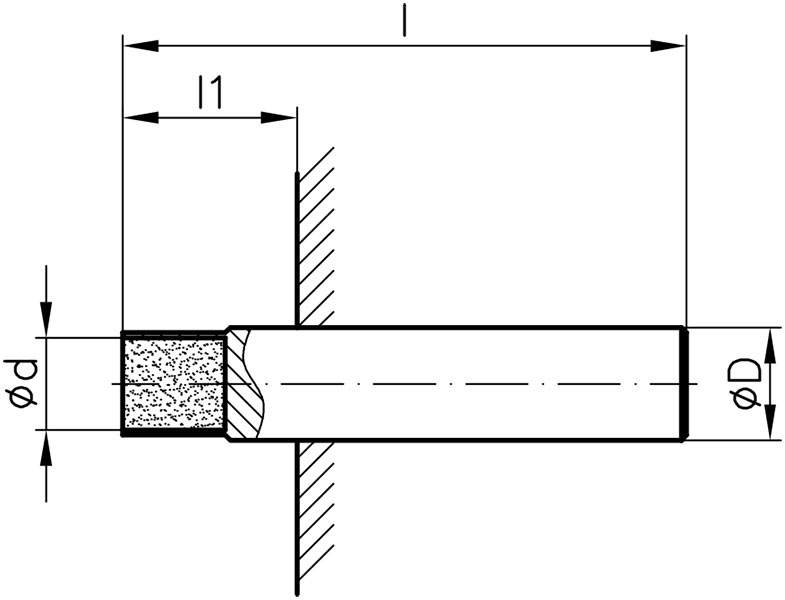
Zylindrischer
Halter
Zylindrischer
Halter mit Kopf

Zylindrischer
Halter geneigt
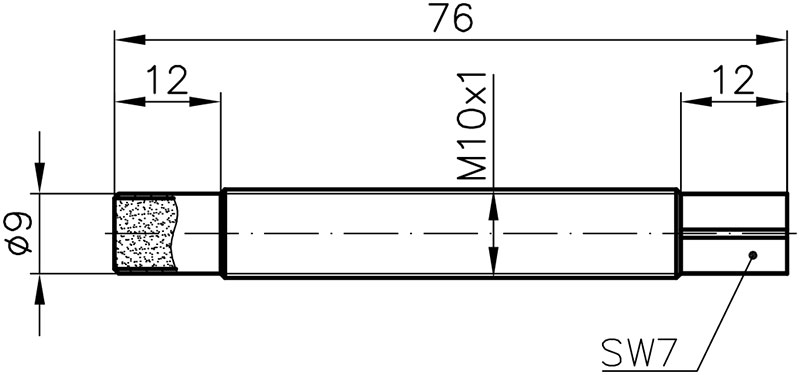
Gewindestange
M10x1
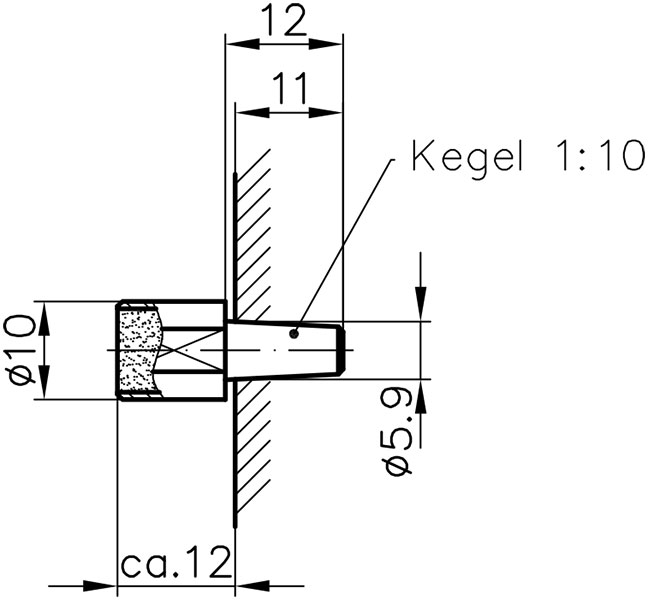
Jung, Kegel
1:10
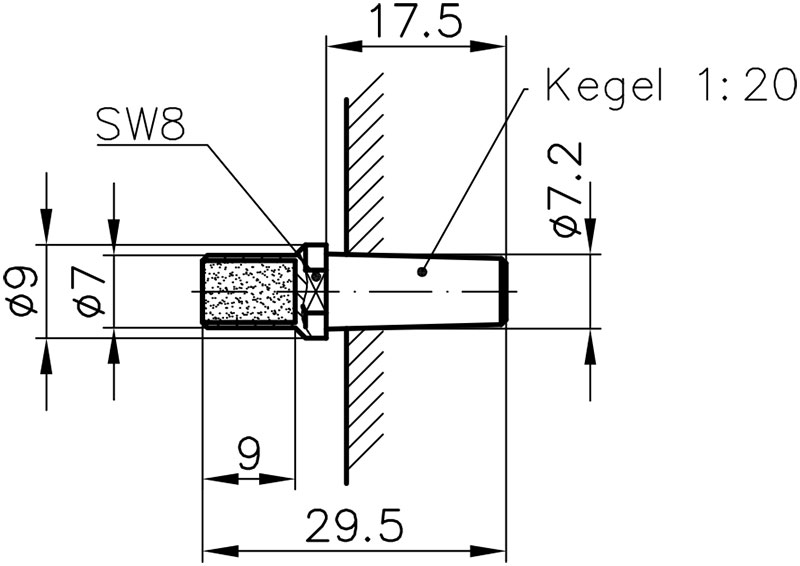
Jung, Kegel
1:20

Handabrichter
Typ T

Handabrichter
Typ L
DIAMANTRÄDER

Diamantrad
einreihig
Diamantrad
4-reihig
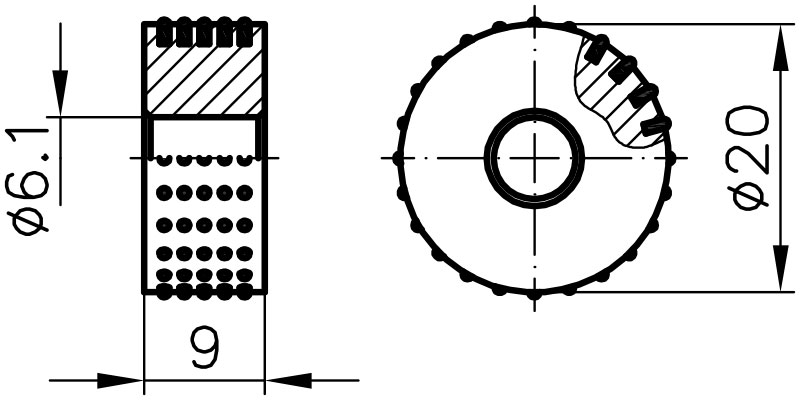
Diamantrad
5-reihig
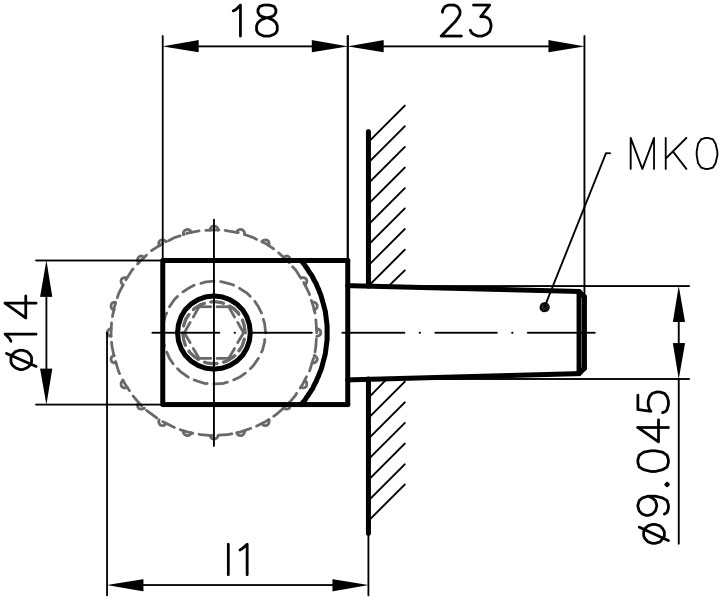
Halter MK0
für Diamantrad
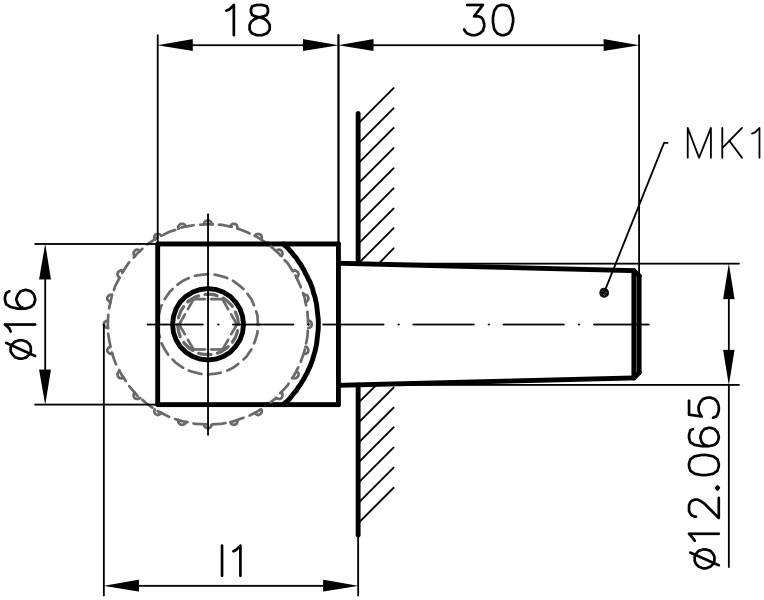
Halter MK1
für Diamantrad
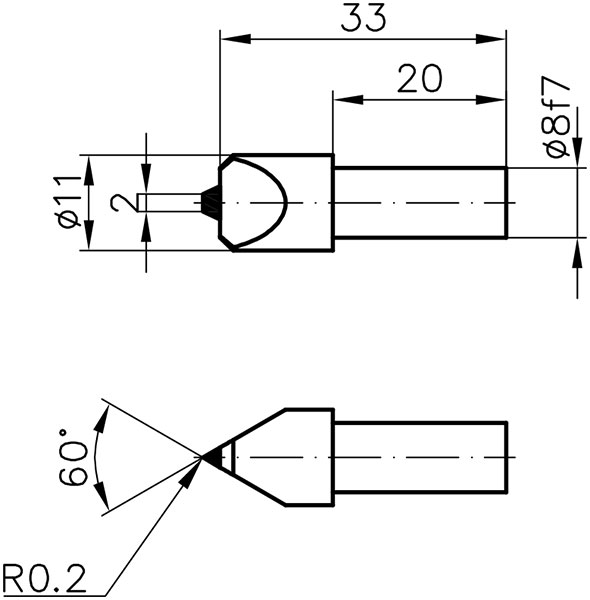
HÄRTEPRÜFDIAMANTEN
Original Rockwell
120° Radius 0,2 mm
Original Vicker
136°
Vickers
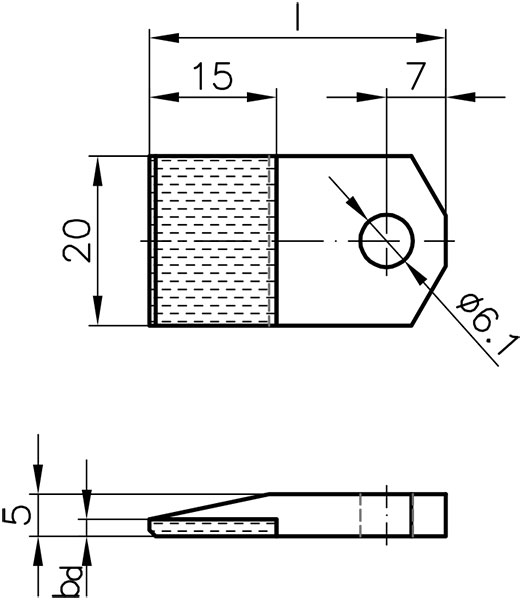
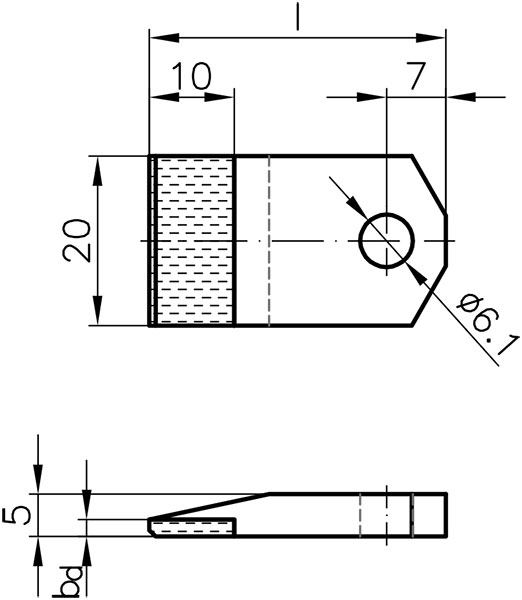
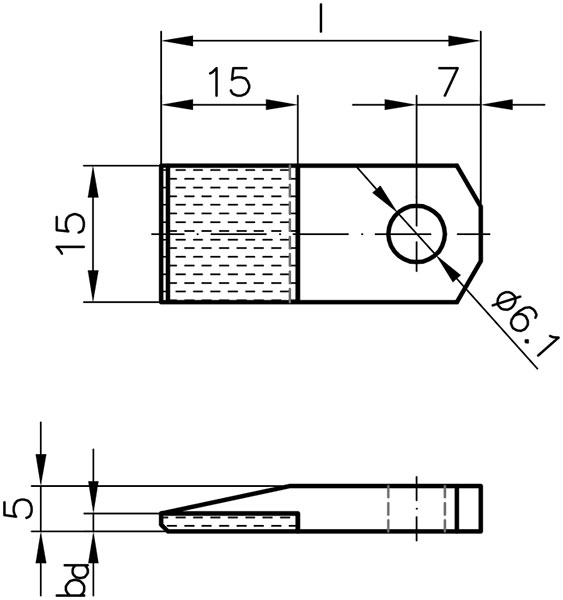
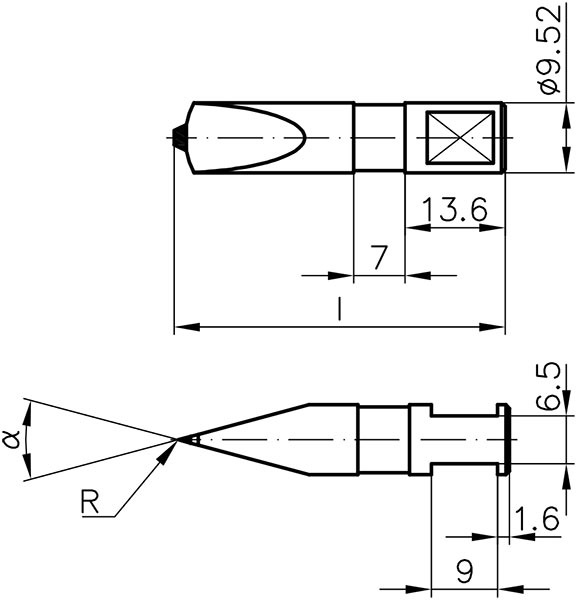
CVD/MKD-ABRICHTER
Die Standardlängen für die Abrichtplatten betragen 28 und 33 mm.
Abrichtplatte
20 mm

Abrichtplatte
15 mm
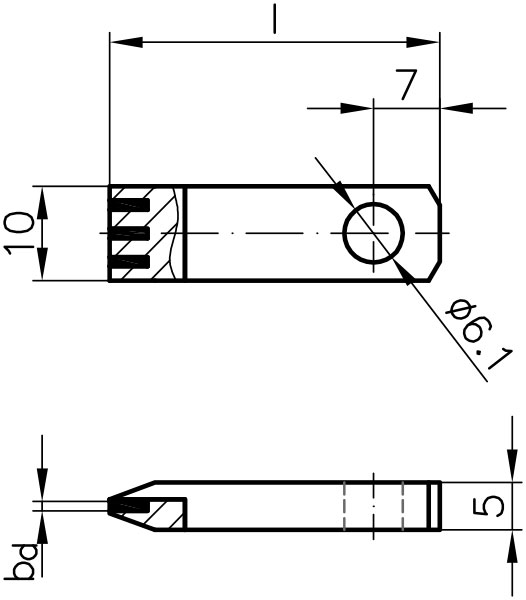
Abrichtplatte
10 mm
NADELPLATTEN
Abrichtplatte Typ A
20 x 15 mm
Abrichtplatte Typ B
20 x 10 mm
Abrichtplatte Typ C
15 x 14 mm
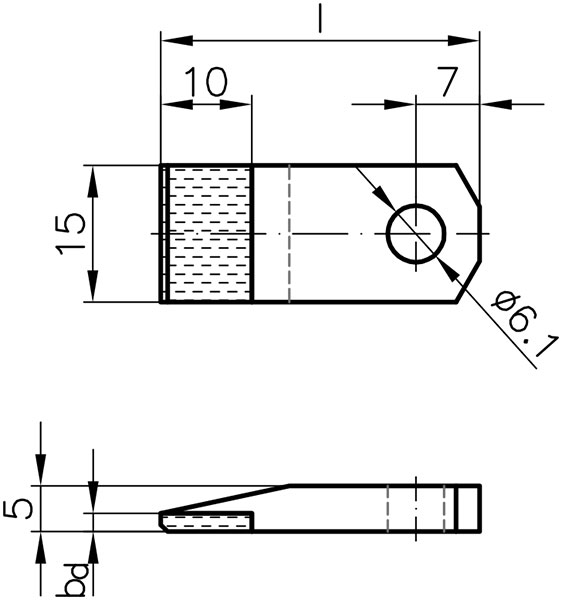
Abrichtplatte Typ D
15 x 10 mm
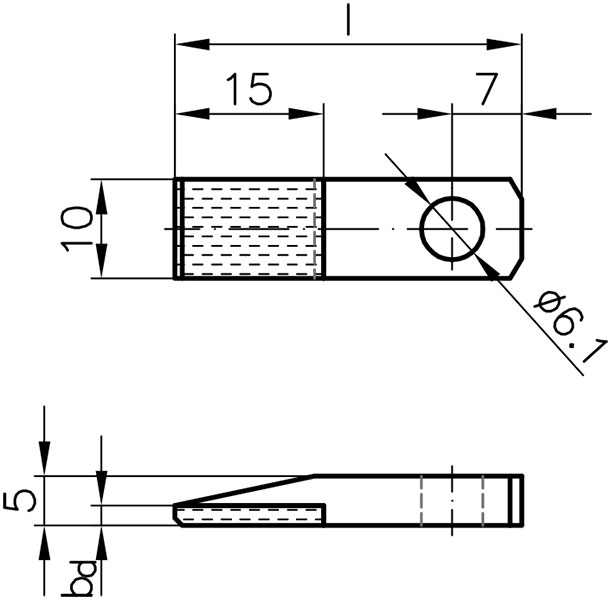
Abrichtplatte Typ E
10 x 15 mm

Abrichtplatte Typ F
10 x 10 mm
Abrichtplatte
Typ P
Abrichtplatte
Typ M
Abrichtplatte
Typ VM
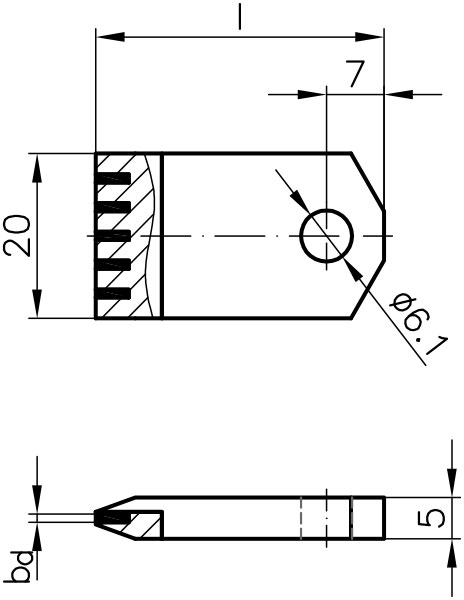
HALTERFORMEN FÜR ABRICHTPLATTEN
MK 1 Halter
MK 1 Halter
gekürzt
MK 0 Halter
Zylindrischer
Halter
Zylindrischer
Halter geneigt
Zylindrischer
Halter schräg
MK 1 Klemmhalter
MK 1 Klemmhalter
gekürzt
PROFILDIAMANTEN
Diaform
Schaudt

Jung
MSO
Fortuna